Thanks:
Thanks:  Likes:
Likes: 


_________________________________________________
**** BUILD UPDATES / TABLE OF CONTENTS ****
-> 08/07/12 (post #64-67) – Oil Pump & Oil Pan: Prep, Pickup Clearance, Final Install
-> 05/27/12 (post #60-61) – Cylinder Heads: Cleaning & Paint Prep, Painting, Blueprinting, Final Install
-> 03/10/12 (Post #54-56) – Exterior Components: Front Cover Prep & Install, Balancer Install, Oil Filter Adapter
-> 03/03/12 (Post #53) – Camshaft: Degreeing the Camshaft & Final Timing Set Install
-> 01/29/12 (Post #51-52) – Rotating Assembly: Final Bottom-End Assembly
-> 12/20/11 (Post #47) – Rotating Assembly: Blueprinting & Balancing
-> 10/29/11 (Post #46) – Piston Prep & Blueprinting
-> 08/27/11 (Post #45) – Rods: Rod & Rod Bearing Blueprinting
-> 07/24/11 (Post #44) – Piston Rings: Filing & Fitting Ring Sets
-> 05/25/11 (Post #37) – Crankshaft: Final Install of Crank & Main Bearings
-> 05/07/11 (Post #28-29) – Crankshaft: Cleaning & Prep, Blueprinting, Main Bearing Clearances
-> 04/23/11 (Post #24-25) – Camshaft: Additional Components, Cam Install, Measuring Endplay, Final Assembly
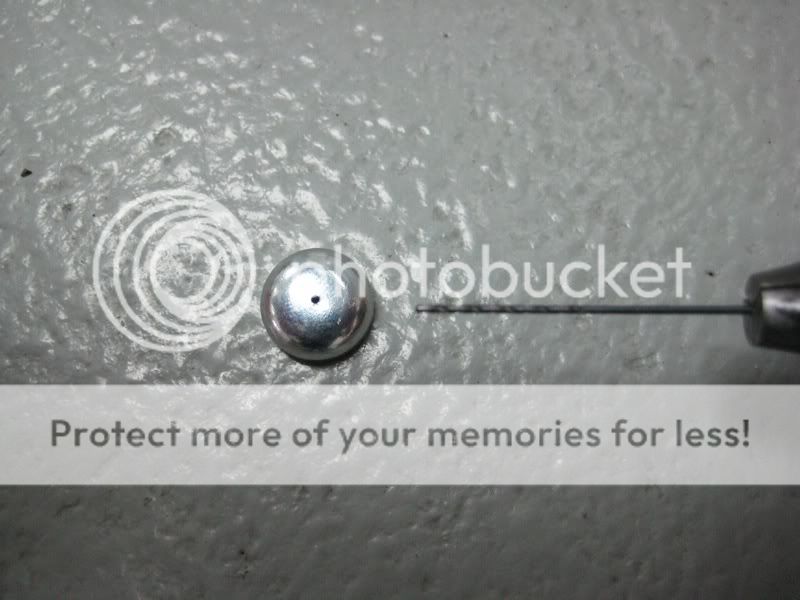
-> 04/13/11 (Post #16) – Engine Block: Oil Galley Plugs | Camshaft: Selection, Cam Bearings, Blueprinting & Prep
-> 04/04/11 (Post #14) – Engine Block: Cross Bolts
-> 04/02/11 (Post #9-10) – Engine Block: Casting Flash Removal, Core Plugs, Cleaning & Paint Prep, Painting
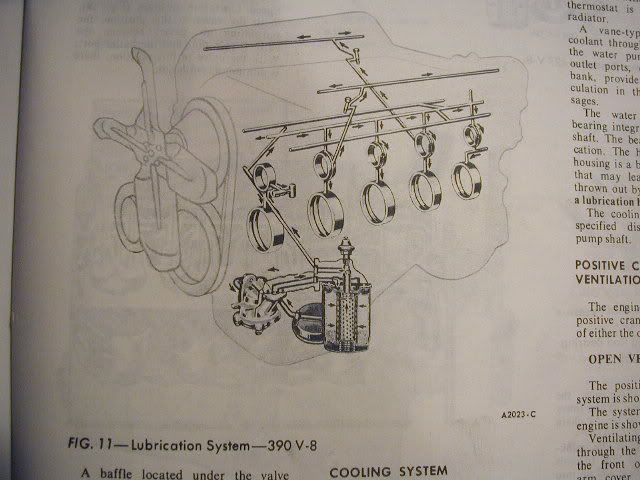
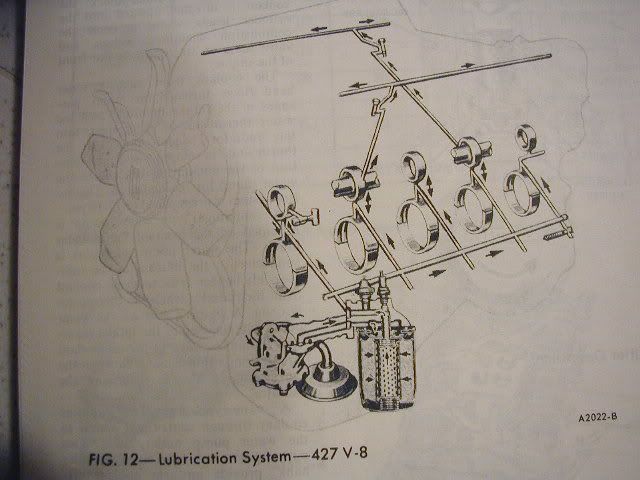
-> 03/31/11 (Post #4) – Engine Block: Oiling System, Oiling Mods
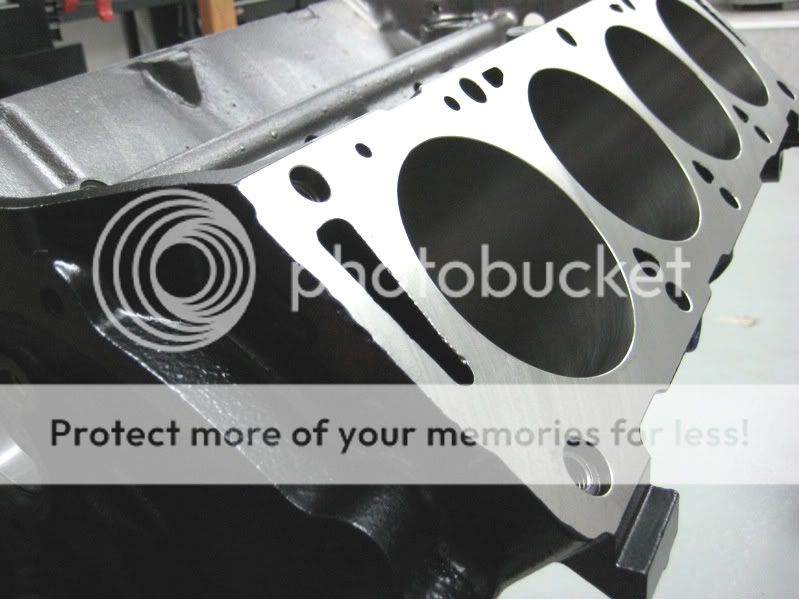
-> 03/21/11 (Post #2) – Engine Block: Selection, Identification, Machine Work
_________________________________________________
Engine Build Thread - 427ci FE Big Block
Figured I would start a thread to document the buildup of my 427ci FE motor during the next few days/weeks/months. Hopefully I’ll be able to cover most of the steps during the build and have a little fun in the process.
The concept for this project is simply to build a reliable 427 cubic inch FE big block without having to mortgage the house or take a second job (i.e. this build won’t be based off of a new-casting $3-5k side-oiler block). By boring a readily available seasoned FE 352 or 390 block, and filling it with newer modern componentry, the finished motor should be just as powerful as the original and more street friendly, all the while looking nearly identical on the outside to how the 427’s came out of the factory in ‘65/66.
Goals
~ Displacement of 427 ci (achieved via 4.060” bore & 4.125” stroke)
~ Visually Authentic to the ’66 S/C 427 FE Motor
~ Reliable & Low Maintenance Street Motor (via Hydraulic Roller Cam & Lifters, etc.)
~ Weigh less than an original-spec 427 FE (via Aluminum Heads, Aluminum Intake, etc.)
~ 6200 PRM Redline
~ 9.5-10:1 Compression Ratio
~ Horsepower & Torque = 450+
Parts & Components
~ 1966 Ford 390 FE Block (Bored/Honed to 4.060”)
~ SCAT 4.125” Stroker Crank (Internally Balanced for custom rotating assembly)
~ SCAT Forged I-Beam Rods
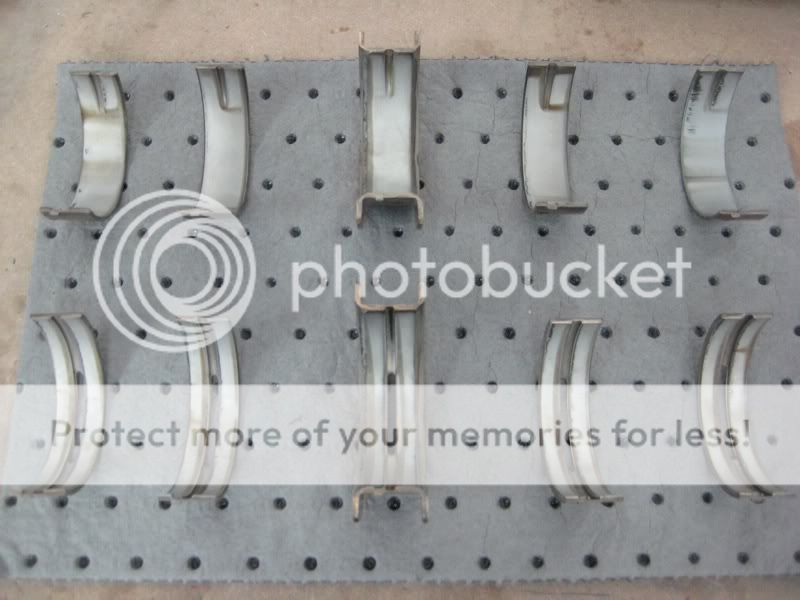
~ Speed-Pro Main Bearings & Rod Bearings
~ Diamond Forged 4032 Aluminum Pistons (Custom - Dished)
~ ARP Bolts: Mains, Rods, Intake, Heads, Cam, Damper, etc.
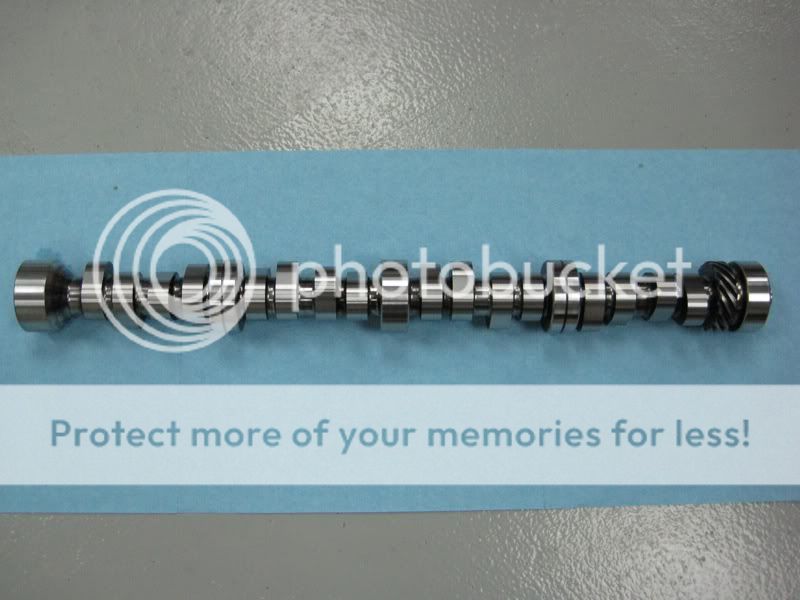
~ Comp Cams Hydraulic Roller Camshaft & Lifters (Survival Motorsports Custom Grind)
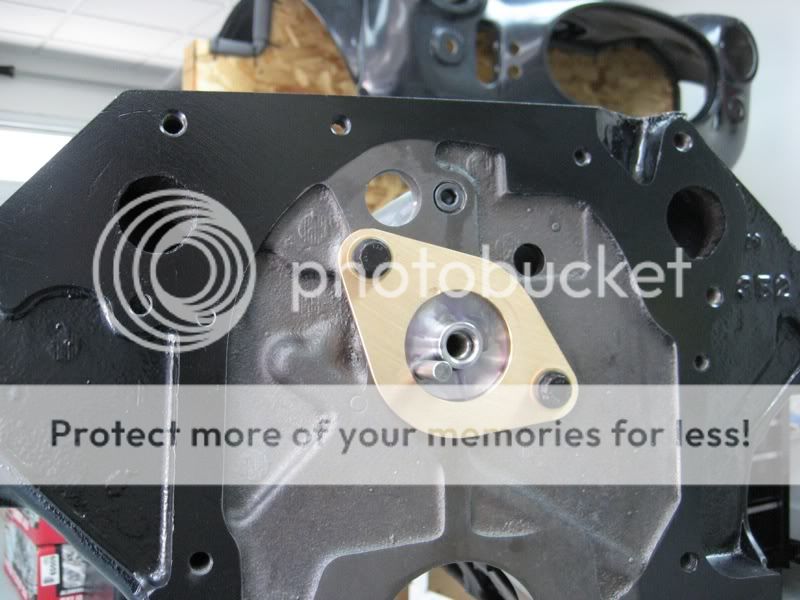
~ Blue Thunder Bronze Cam Thrust/Retaining Plate
~ Edelbrock 60069 Aluminum Cylinder Heads (w/ upgraded Dual Valve Springs to match Cam specs)
~ Blue Thunder 427 S/C Reproduction Intake Manifold – Aluminum (#IM-427MR-4)
~ Fel-Pro Performance Gaskets: Head (#1020), Intake (#1247-S3), Exhaust (#1442), Misc Completion Kit (#2720)
~ PRW 17-4ph SS Roller-tip Rocker Arm Assemblies w/ Billet Aluminum Stands & Hardened Shafts (#3239022)
~ ARP Custom Rocker Stand Stud Kit (Precision Oil Pumps)
~ Head Oil Restrictors to Rockers (TBD)
~ Pushrods – Trend Custom Length (TBD)
~ Chrome “Pentroof” Valve Covers
~ Blueprinted Melling High Volume Oil Pump (Precision Oil Pumps)
~ 1/4" HD Chrome-moly Oil Pump Driveshaft (Precision Oil Pumps)
~ 427 Road Race Oil Pan Repro w/ Windage Tray, Pickup, Custom Temp Bung (Armando Racing Oil Pans #408)
~ Milodon Crushproof Premium Oil Pan Gaskets (#40450)
~ Ford Racing Double Roller Timing Set (#M-6268-A390)
~ Cast Aluminum Timing Cover (Reconditioned OE FoMoCo)
~ Remote Oil Filter Block Adapter (Trans Dapt #1015)
~ Cast Aluminum Remote Oil Filter Housing & Steel Mounting Bracket (reproductions of Originals)
~ Crank Oil Slinger (OE Ford N.O.S.)
~ Crankshaft Damper Spacer (Billet Steel Repro)
~ Professional Products 427-FE Reproduction Damper (7-1/2") & Single-Sheave Pulley (6-5/8")
~ Carter Mechanical Fuel Pump - 120 gallons/hour (#GM6905)
~ Ford Racing Fuel Pump Eccentric (#M-6287-C302)
~ Fuel Filter Canister & Bracket (reproductions of Ford “B7Q-9155-A” & “C0AE-9180-A”)
~ 1x4v Fuel Log (reproduction of Original)
~ Carb (Holley - TBD)
~ “Turkey Pan” Cold Air Plenum
~ Stelling & Hellings 8.5" Chrome Air Filter Assembly
~ High-Volume Mechanical Water Pump (FlowKooler #1642)
~ Ford Water Pump Pulley - Single-Sheave 7-1/4” Diameter (Reconditioned OE FoMoCo)
~ Radiator “Surge” Tank (Black, Driver-side Outlet)
~ Alternator Bracket Set (Reconditioned OE FoMoCo ‘65-'67)
~ 61-amp Autolite Alternator (Repro of “C5TF-10300-F” w/ Red Autolite Stamping)
~ 2.62” Alternator Pulley & 13-Blade Alternator Fan (prepped & painted black)
~ Distributor & Coil (TBD)
~ Plug Wires (TBD)
~ Autolite Spark Plugs (#3924)
~ Powermaster Mastertorque Mini-Starter (#9606)
~ Quicktime Bellhousing & Block Plate (#RM-6056)
~ And more to come ...
- John
- Home
- Latest Posts!
- Forums
- Blogs
- Vendors
- Forms
-
Links

- Welcomes and Introductions
- Roadster
- Type 65 Coupe
- 33 Hot Rod
- GTM Supercar
- 818
- Challenge Series
- 289 USRCC
- Coyote R&D
- Ask a Factory Five Tech
- Tech Updates
- General Discussions
- Off Topic Discussions
- Eastern Region
- Central Region
- Mountain Region
- Pacific Region
- Canadian Discussions
- Want to buy
- For Sale
- Pay it forward
-
Gallery
- Wiki-Build-Tech


 Reply With Quote
Reply With Quote