Thanks:
Thanks:  Likes:
Likes: 

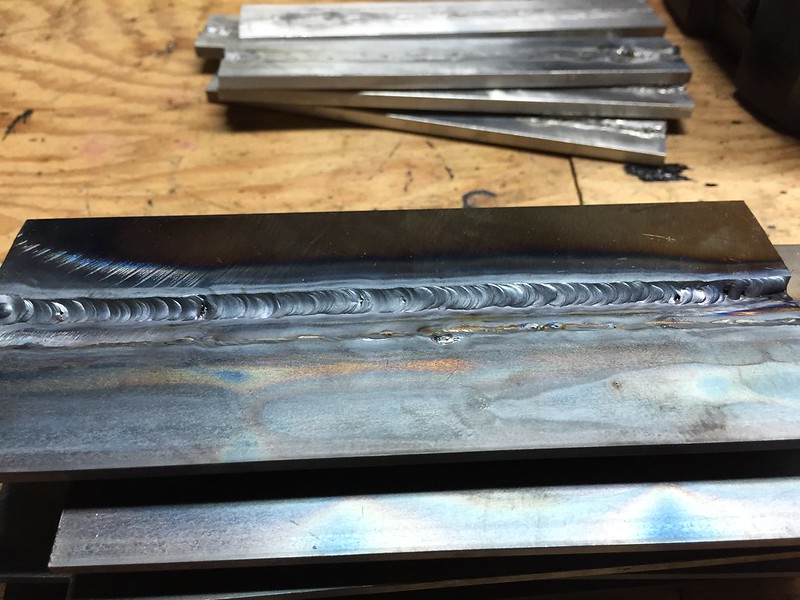
IMG_2324.JPG
My second time welding TIG and I believe I got the speed and current about right. I keep getting a little pit at the end of my bead though (bead started right and ended left). I backed off current and positioned the torch a little back, but didn't add a whole lot of filler. Is that why I'm getting a small pit at the end? Any other tips would be much appreciated.
- Home
- Latest Posts!
- Forums
- Blogs
- Vendors
- Forms
-
Links

- Welcomes and Introductions
- Roadster
- Type 65 Coupe
- 33 Hot Rod
- GTM Supercar
- 818
- Challenge Series
- 289 USRCC
- Coyote R&D
- Ask a Factory Five Tech
- Tech Updates
- General Discussions
- Off Topic Discussions
- Eastern Region
- Central Region
- Mountain Region
- Pacific Region
- Canadian Discussions
- Want to buy
- For Sale
- Pay it forward
-
Gallery
- Wiki-Build-Tech

 Reply With Quote
Reply With Quote