What happened next.
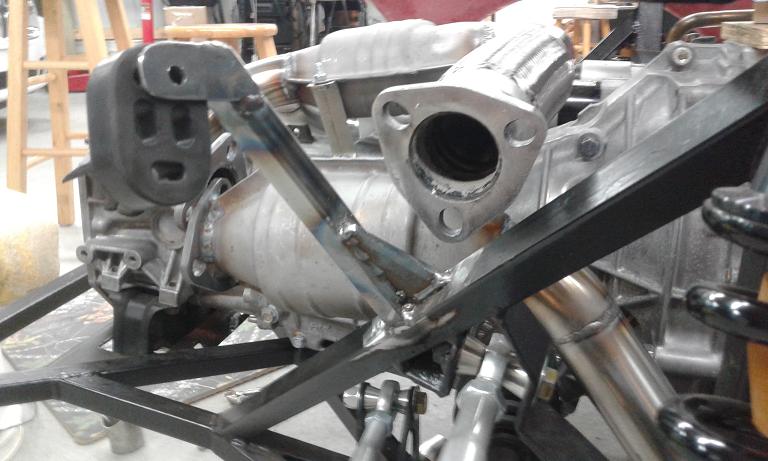
A support tool made of square tube, thick end plates is bolted between the engine mounts, and the outer verticals of the mounts have been buzzed off.
Additional support applied to the part to bend. All this to make sure the only change happens right on the existing 20 degree bend in that "ear".
Voila!
This new section is also not quite as far out to the side at where it meets the frame member, which also helps create clearance for the exhaust manifold (which was cut loose from the cylinder head mount flange and re-angled outward somewhat to also get clearanced from this mount ear - more on the exhaust soon).
Before changing the mount nor the exhaust header:
Revised engine frame mount and exhaust header tipped outward to the header flange:
Last edited by aquillen; 02-06-2018 at 11:05 AM.
Reason: force display images
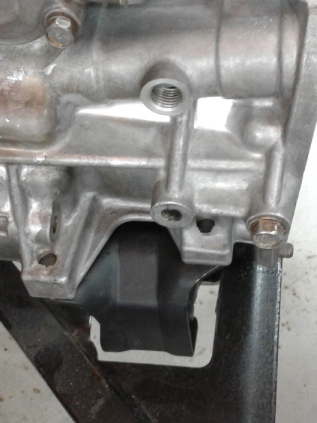
So far the engine went up maybe 1/10" from the 30 degree mounting change. Next I dropped the transmission mount about 7/8" into the frame, which also tips the engine, oil pan up nicely. Contemplated the cool pour-your-own tranny mount (John's EZ36R H6 818R Build - Hobby Racer), but I had a brand new mount in hand and for me the saw and welder was already in stock...
The bottom of the case now about 1/2" from frame - may be a problem. This one may have to be worked on when I go-cart:
Scalloped out the frame in front of that cam casing bulge. Probably overkill but it won't touch I'm sure...
Last edited by aquillen; 02-06-2018 at 11:10 AM.
Reason: force image display
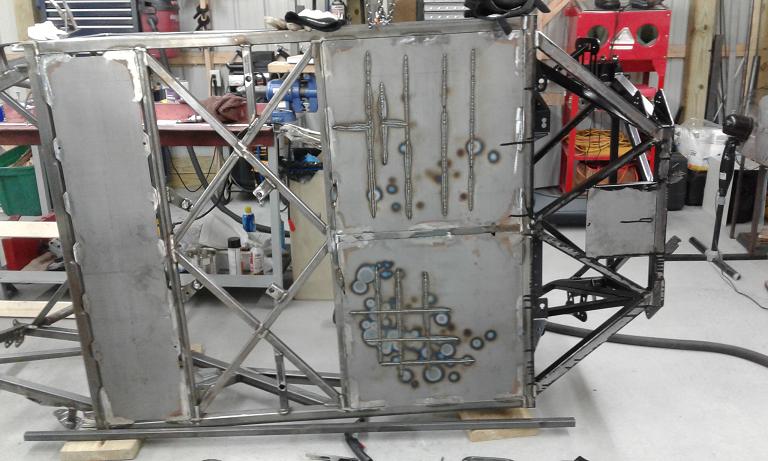
As supplied, my floor pan was popping like a "frog clicker toy" on both sides with almost no pressure. After a lot of YouTube movies and WEB searches I was armed with propane torch and cold wet rag. After most of the propane was gone, I had chased, solved and created more "warbles" and "bubbles" than I should admit. Definitely a skill that one must either be born with or bestowed with somehow, which was not happening in my case. Maybe I needed acetylene - ("Mapp pro" didn't work any better for me) - more power/heat whatever is always one solution to a lot of problems.
Anyway my friend over at the steel fab shop suggested just running a wire feed strip near the bobble - although he did include a disclaimer that it doesn't always work either.
In my case what you see here took about 15 minutes and worked like a charm. I could see it did pull some of the "warbles" out, some are still there, but regardless both sides are solid and will not pop even standing on them anywhere. Maybe a combo of the beads stiffening as well as pulling-shrinking the plates, either way I'm happy.
While I'm at it - did you know "Mapp Pro" is not "Mapp" gas. But then the name is different, and in a tribute to advertising and making claims - "pro" is a con job in my view. You can research this but it turns out quite a few years back the patent holder on Mapp gas found the raw material makes them more money put in other products, so they stopped making the bottled Mapp gas for consumer use. I have a half bottle left from probably 1991 I think and it is indeed significantly hotter burning. Mapp Pro was trotted out to cash in on the Mapp fame, but it is essentially juiced up propane and while a bit better, is not what we had back in the "good ol' days".
Last edited by aquillen; 02-06-2018 at 11:11 AM.
Reason: force image display
As supplied, my floor pan was popping like a "frog clicker toy" on both sides with almost no pressure...
Anyway my friend over at the steel fab shop suggested just running a wire feed strip near the bobble - although he did include a disclaimer that it doesn't always work either.
In my case what you see here took about 15 minutes and worked like a charm. I could see it did pull some of the "warbles" out, some are still there, but regardless both sides are solid and will not pop even standing on them anywhere. Maybe a combo of the beads stiffening as well as pulling-shrinking the plates, either way I'm happy.
I have the exact same problem. But I did not address it while the frame was bare. Now I am either stuck with it or I need to make a big mess to fix it.
Great stuff by the way. I love that there is another H6 build in process. It is very interesting to see how others attack the various issue involved with transplanting the H6 into the 818.
I have the exact same problem. But I did not address it while the frame was bare. Now I am either stuck with it or I need to make a big mess to fix it.
Great stuff by the way. I love that there is another H6 build in process. It is very interesting to see how others attack the various issue involved with transplanting the H6 into the 818.
I contemplated bonding a 1/10" or 1/8" aluminum plate over each floor pan, but mine wasn't coated yet so I had more options. Weight addition wouldn't be a lot but -ought- to fix the problem.
Wouldn't be any fun if you could just buy this ready to bolt on. If you read earlier, I plan to use the stock ECM and I don't want codes. Would be nice to skip the third catalytic convertor but everything I've dug up on the WEB fails to say it can be done and NOT make the ECM crab. Have not yet found Romraider, etc., that will let me tweak the 02-03 EZ30D computer either.
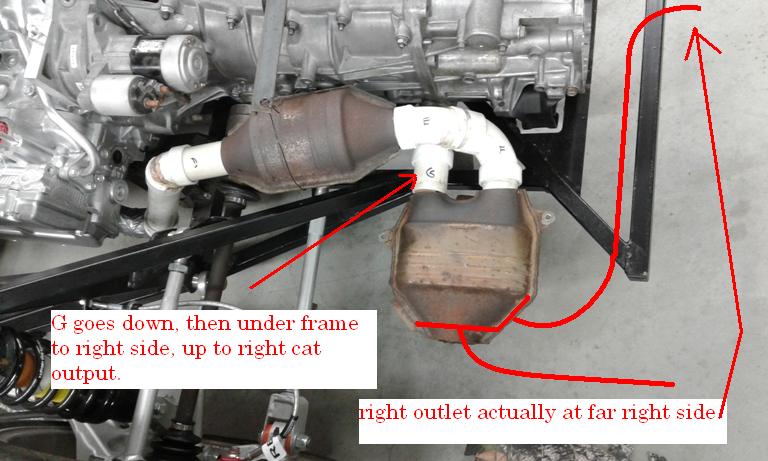
The donor cat convertors - 2003 Legacy Outback 3.0. The 3rd cat has an O2 bung on the front bottom, just enough room to screw in the sensor with the exhaust in place.
So the cat's are staying, but where to put them, and maybe still have a tiny bit of trunk space to boot... here is my take on it.
This can all be slipped on and off with the motor in the chassis, that's the reason for splitting it apart. The tips will be finished later when the body is in place, but I've rough checked it of course. I tried some other layouts, but this used the least pipe, bends. Squeezing the 3rd cat down on one side can work, but the other side has a longer flow up to that third cat - didn't seem like the thing to do.
Hot pipe vs starter motor... In general there has been a lot of comments about heat problems in the engine bay. Even an N/A setup is likely to get pretty warm. I went out and got the Coupe add on last fall and no clue yet about heat with that. So I'm going after ways to manage it to some extent - using guesswork I guess.
Sneaking past the starter on the left, I worked out the best I could for clearance given there is frame there too. I have obtained an embossed ("dimpled") stainess steel in 0.2mm thick. Compare to extremely heavy aluminum foil. Only way I could find it was in factory quantity but I hope to use it in firewall and maybe other spots. Will pack in 2300F ceramic blanket wool between the steel and the plumbing.
Planning to make cement molds from the plumbing and then press the steel sheet in the molds to make shields not unlike the Subaru shields that were on the factory exhaust (those sure won't fit this octopus). Will post pix if it is a success, or hide in shame if it flops...
Oh - the carbon fiber intake is slowly creeping along. For that I next - need to rough cast the aluminum flanges and machine them down to fit the carbon fiber tubes that fit between the intake breadbox and the cylinder head ports. Got my CNC conversion done on Harbor Freight mill and learning to run that now, so the flanges will happen fairly soon.
I would be remiss in not sending out special THANK YOU to James Bowman - he is building an 818 over in Ohio and was so kind to bring me some scrap SS pipe for my little TIG project above...
"Will post pix if it is a success, or hide in shame if it flops..."
LOL!!! So true, I've thought this so many times I can't even count.
I originally thought I could route the exhaust between the engine and frame, but it's such a tight fit that it doesn't look good for me. I'd prefer that route, it's still up in the air though so that dicision is still yet to be finalized. I do like the way you used plumbing parts to mock up the exhaust, so a trip to Home Depot is needed.
Art, your creativity and skills are fun to see, even if I can't follow you in all your amazing fabrications.
Like Flynntuna, I have followed you with this plan several times:
"Will post pix if it is a success, or hide in shame if it flops..."
818S/C : Chassis #25 with 06 WRX 2.5 turbo, ABS, cruise, PS, A/C, Apple CarPlay, rear camera, power windows & locks, leather & other complexities. Sold 10/19 with 5,800 miles.
Mk3 Roadster #6228 4.6L, T45, IRS, PS, PB, ABS, Cruise, Koni's, 17" Halibrands, red w/ silver - 9K miles then sold @ Barrett-Jackson Jan 2011 (got back cash spent).
This is some really gerat job you are doing there, Art!
Frank
818 chassis #181 powered by a '93 VW VR6 Turbo GT3582R Go-karted Aug 5, 2016 - Then May 19+21, 2017
Tracked May 27/July 26, 2017 Build time before being driveable on Sep 27, 2019: over 6000h Build Completed Winter 2021
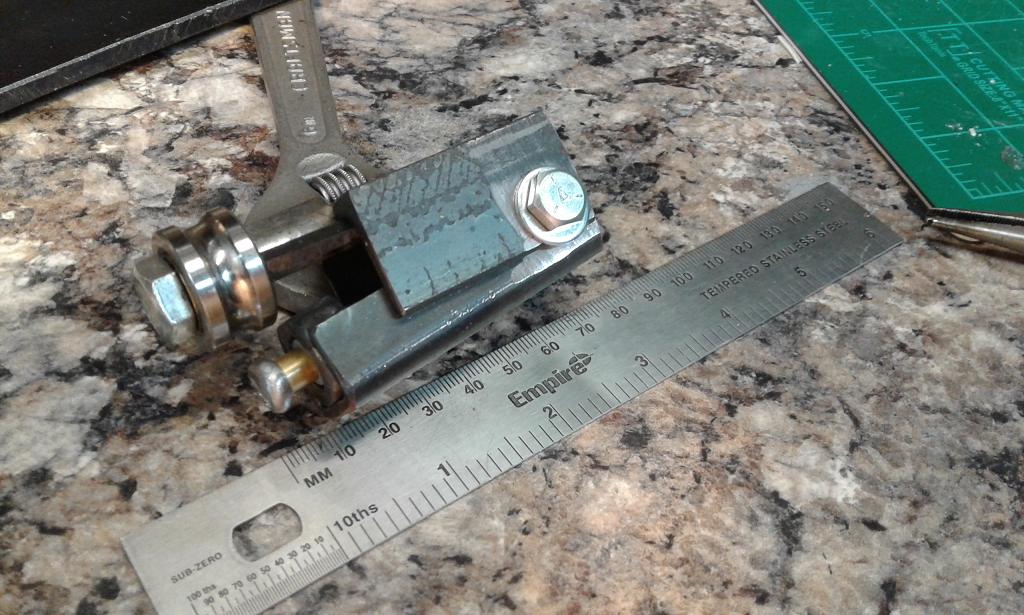
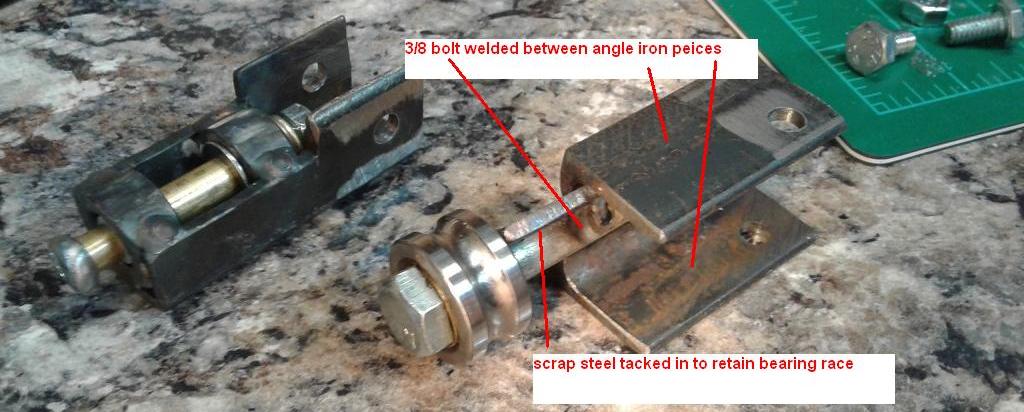
The earlier version I posted works great for tough stuff like the SS tubing. For aluminum, and especially the smaller diameter stuff on my coolant piping, I decided to tackle designing a "hand" tool that could bead pipe nicer, and faster, here at home. This one will do aluminum tubing down to 1/2" ID as well as the 1-1/2" stuff in the 818 kit.
For those who can fab this kind of stuff for themselves, this one works nice. You clamp it in a vise with the tube caught in the jaws, rotate the tube and squeeze the vise every so often. I clamp just the "far" end where the hinge bolt is - in the vise - then put a small c-clamp closer to the tubing end and use it to do the fine tune squeezing.
You must anneal tubing first or it will be too hard to roll with this. How to anneal tubing follows this.
It makes beads that really do look factory, in about a minute or two. You do need to chase down some needle bearings and be able to form and weld some bits of steel tube and angle iron. Doesn't have to look just like mine - but you get the idea.
Plenty to learn about bending tubing. Old school pack with sand, new = fancy machines, etc. But if you don't expect the moon, this will do the job.
I'll be posting my EZ30 plumbing soon but here is how I bent my tubing this week. Being able to bend pipe for yourself opens new vistas. I did this with 1/2" and 1" ID 6061-T6 from McMaster-Carr supply. I see no reason this can't be done on the 1-1/2" stuff although it will take a fair amount of force. I used the cheapo press in my shop but this could be done in a vise for that matter.
Figure about 3-1/2 times the pipe diameter for your bend radius - measured to the center of the pipe. Bending tighter than that will invite kinking.
Practice on some scrap first - it doesn't take much to get the hang of it. Some of my bends look pro, others 85%, but in all cases the water will get through just fine.
From my experience, for a 90 degree bend, plan to do it in about 3 "bites" and only anneal enough for 1/3 - one "bite" at a time. That way you control the bend better and reduce chance of kinking. Aluminum (6061) undergoes "work hardening" so after bending, a change requires re-annealing, and you can un-bend if you are careful. Also as it ages it will harden naturally, so anneal again in the future to work the same area.
Sanford marker "burns off" at about 650 degree F, according to some WEB posters. The old school method is smoke the pipe with yellow acetylene flame, which burns off at about 650F too. Or buy and use temp crayons you can get at some welding supplies for accurate temperature for annealing (target is 650F).
Mark area to anneal:
About 15 seconds in propane torch and the marker disappears (sometimes completely, not always). I also mark beyond the heat zone a bit so I can tell where to bend later, but didn't this time.
Immediately quench with cold water.
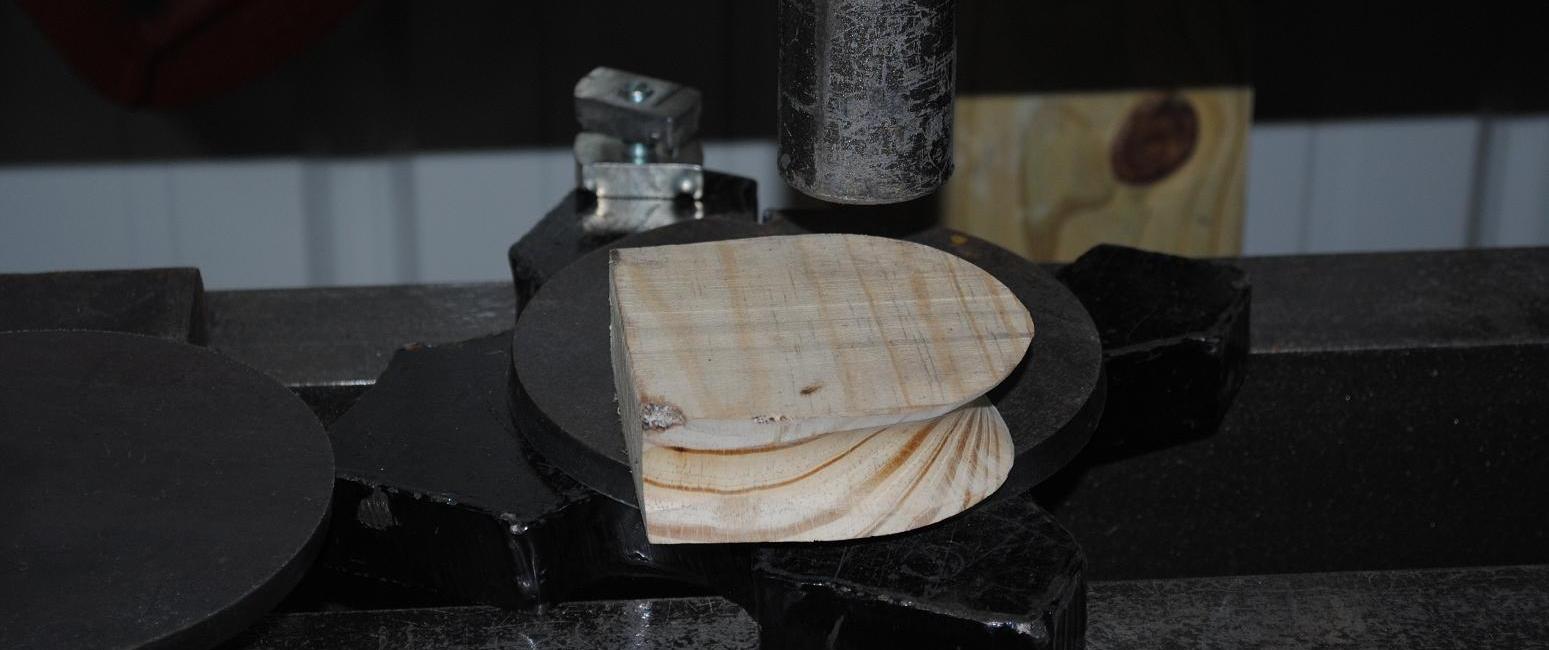
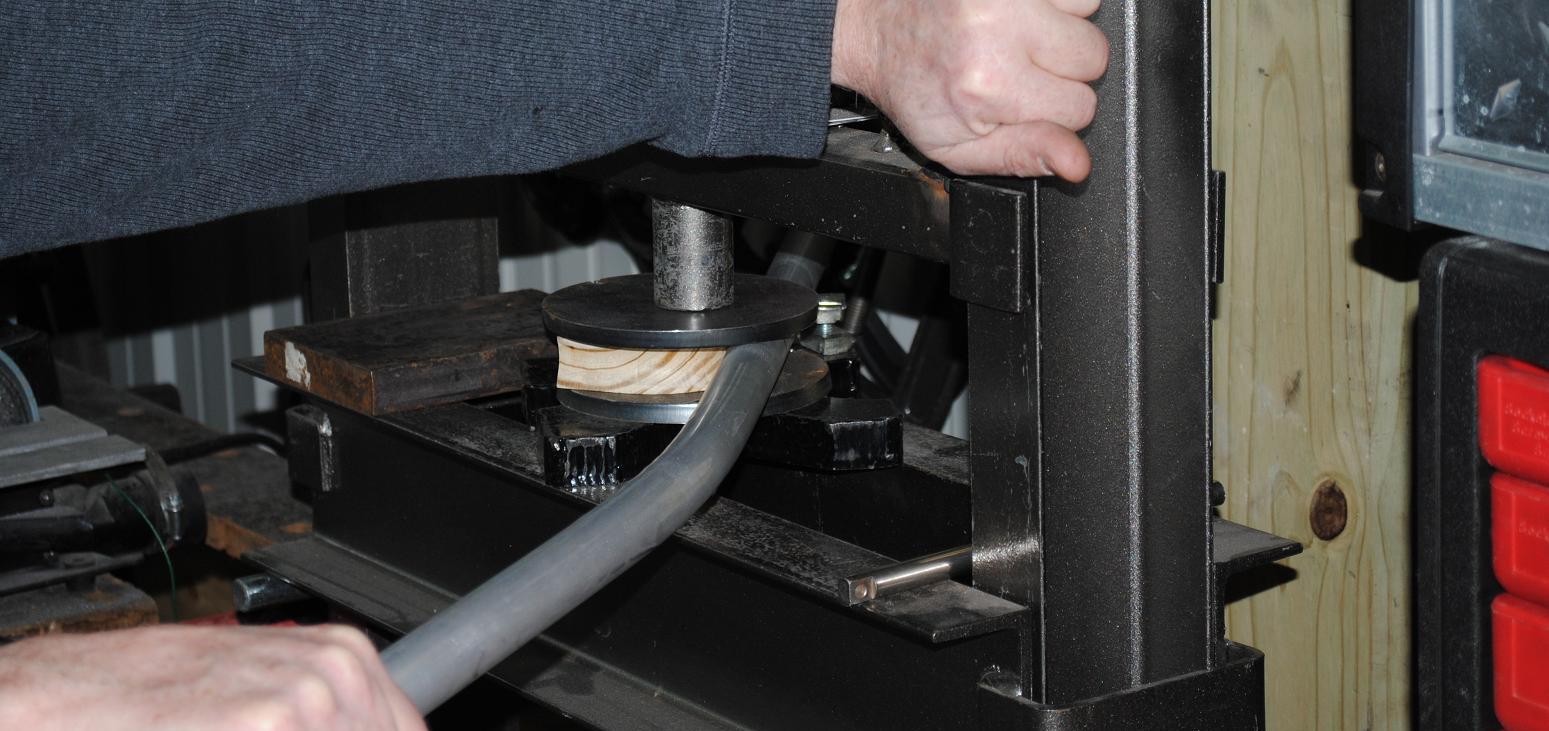
Make a wood (or whatever) bending former - the inner curve fits to the pipe. The width is enough that later, in a press, the top and bottom plates will clamp the wood but just barely allow the pipe to move between the plates. Note the curve radius - to center of pipe - is about 3-1/2 X the pipe diameter. You'll need something at the "far" end of the pipe to hold it. I've got a bolt with some unistrut nuts back behind that wood former, caught in one of the press backing plates.
Bending the tubing. This 1" tubing is taking probably 70# of force at 12 to 16" from the bend. The press is just holding everything in place, so a vise could work too, just a bit harder to hold things in place during the setup of the parts. I'm doing a second bend here where the wood hits the pipe. Fancy round plates are something I just happened to get at my local steel shop's scrap pile, you could even use hardwood boards, or whatever plates came with your press...
The two bends are:
These pipes and my other bits are on the chassis today. I'm pulling them off and doing a photo-shoot any day now to post what the whole setup turned into for my EZ30 install. These two go up the right side, from the rear wheel right up to bottom of the radiator up in front. If you haven't followed the 6cyl EZ motors, the have two hot coolant outlets at the top front of the manifold area. Some guys combine these right away into a single and so can use the supplied FFR tubing, but I elected to keep them separate and use the two inlet donor radiator as well. These two pipes snake through the same route as FFR's 1-1/2" but are obviously longer.
Not only you're an 818 builder but you're a tool builder! That's a different set of skills. And an electronic circuit builder! Is there anything you don't build?
Frank
818 chassis #181 powered by a '93 VW VR6 Turbo GT3582R Go-karted Aug 5, 2016 - Then May 19+21, 2017
Tracked May 27/July 26, 2017 Build time before being driveable on Sep 27, 2019: over 6000h Build Completed Winter 2021
I was going to put a Legacy dash panel in until I found out it was wider/bigger than the Impreza cutout that comes with the FFR kit. I decided to make my own version using the plastic frame from an Impreza.
- Needed the H6 3.0 electronics for the tach, or else get/make a pulse convertor
- Liked having the clock that was in the Legacy dash
- Wanted some extra gauges but keep them in the display "window", not out somewhere else
- Like making my own stuff and having it unique
2 months give or take. First month spent playing with graphics ideas, layouts, making test patterns, changing ideas. Second month making the things shown here.
Pictures don't come close to justice on this.
I used a China 40W laser to cut the plastic and graphics parts. Have no clue how to get the accuracy and make these without one.
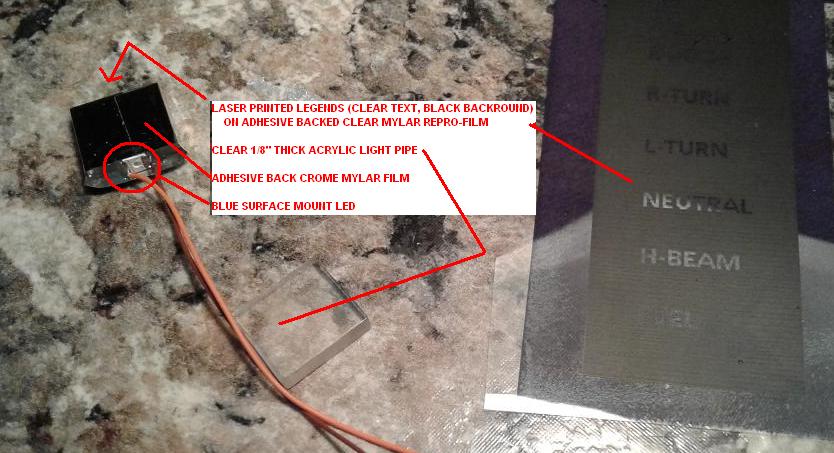
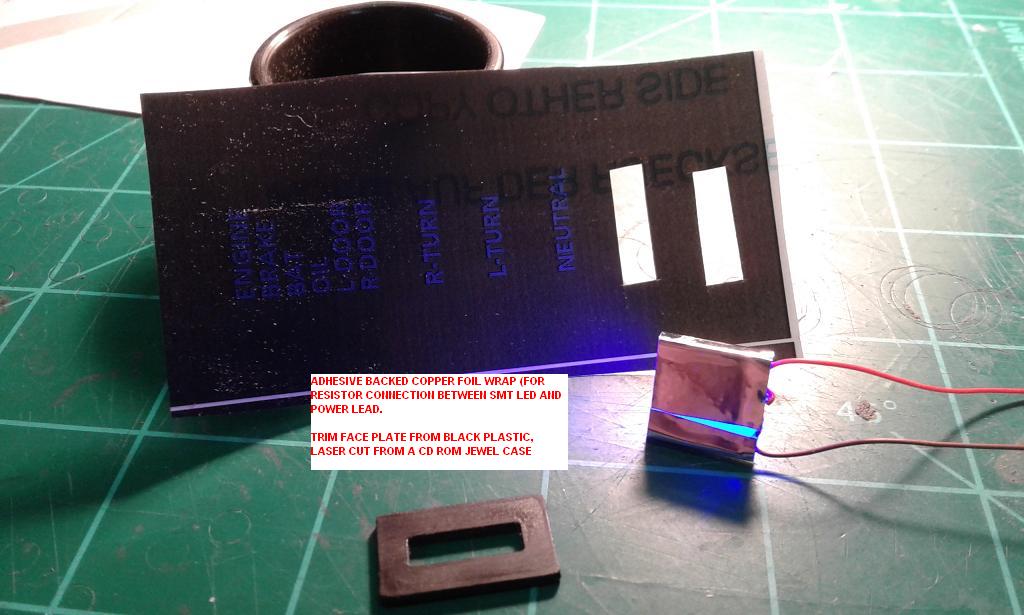
The text displays, such as "High Beam", "Low Fuel" and so on, are made from small plexiglass squares (1/8" thick), with transparent graphic labels on one end, surface mount LED on the other end. Wrapped with chrome mylar hobby film (model airplane stuff) to keep the light reflected inside. That is wrapped with copper foil to make a big conductor/connector spot and resistors to each LED are connected to the foil as well.
The dial face plates are a sandwich of 3 layers:
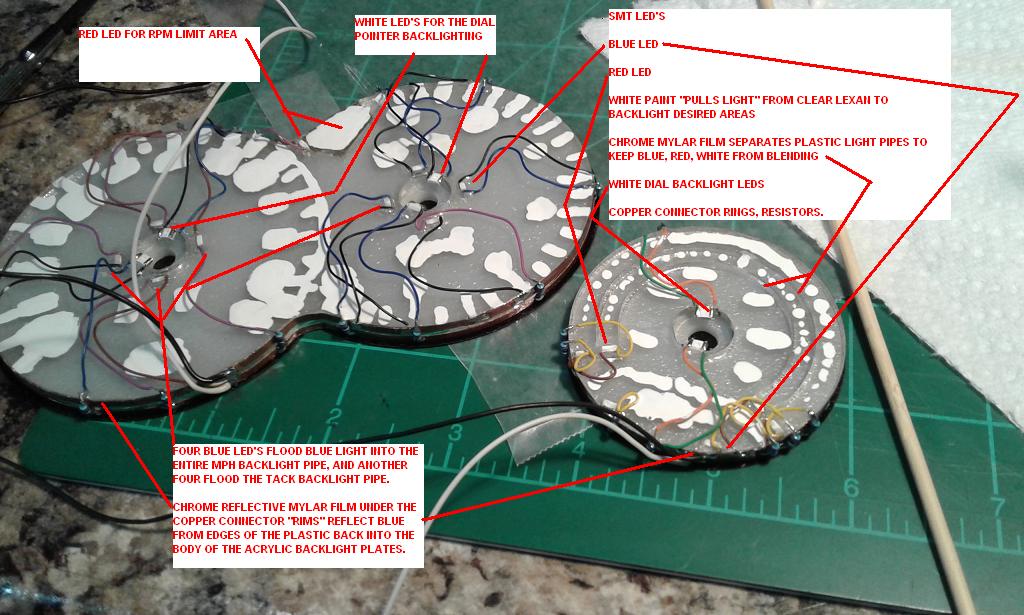
back layer is clear acrylic that has the LED's mounted in tiny cutuouts (laser cut of course) so the light "shines into" the plastic from and edge. It bounces around and is kept inside the acrylic plate two ways. The laser cuts by melting the plastic so the edges end up shiny and smooth, making a very good reflector. Next I wrap each disc with chrome mylar film to reflect even more light back into the disc.
Since light is bouncing all over in that acrylic, if it hits white paint on the back it will be diffused and reflected off the white paint and angles such that light will exit "above" the white paint. So white paint can be applied in the spots where I want light to be sent out toward the front of the display backlight disc. By lighting the LED you can put paint at a location and see the lighting effect it produces from the front, and so decide how much and where to put more paint to get even backlighting. The further from an LED, the more paint is needed. You don't want paint everywhere because it uses up the available light, some of which would be wasted in areas that don't need any light.
Next a matching disc is mated to the clear acrylic, same size, same cutouts, etc. (except no more LED's). This disc is translucent, cut from 1/8" thick plastic from a
ceiling florescent light fixture. This creates the creamy white backing of tick marks, words and numbers that appear on the front of the display. Especially it diffuses the light so it is more even.
The blue vs red vs white LED lighted areas are segregated from each other by laser cutting sections of the two discs and fitting chrome mylar film in between to prevent light spilling or sharing between different parts of the discs. Getting the mylar in there was one of the more difficult steps. I am slowly developing benign tremors (hand shake) and all this tiny detailed stuff is no so easy anymore.
The face plate itself is 3M carbon fiber look vinyl film, again laser cut from my bitmap graphics images and simply stuck to the fronts of the light pipe assemblies. A coat of clear acrylic paint goes over all of it to help keep the incredibly tiny bits of vinyl from falling off later on (stuff like the little triangle that makes the inside of the letter "A" in the word "TRANS", for example.
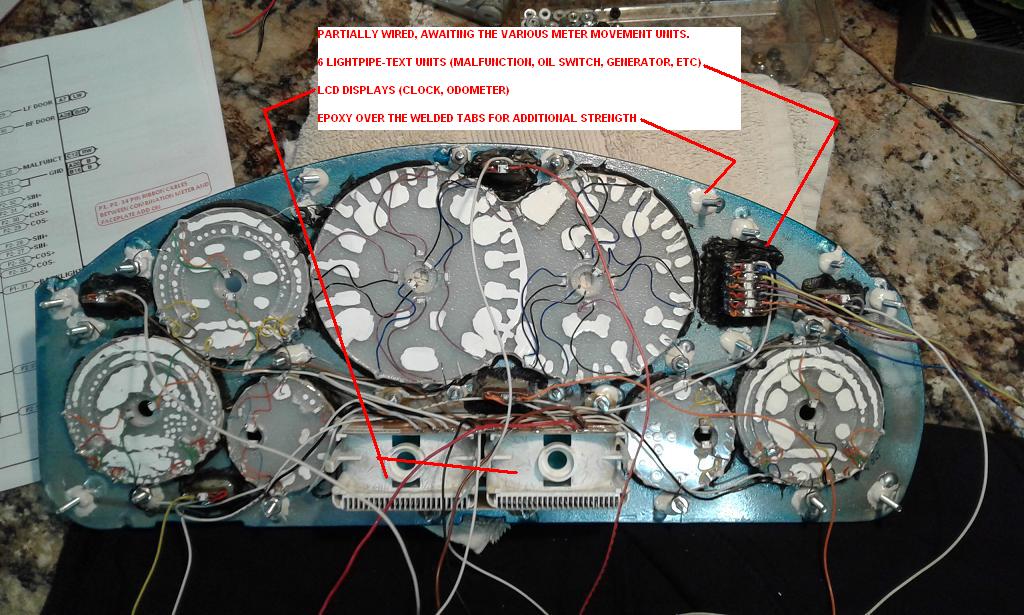
With all the dial faces and text displays built, they go onto the aluminum face plate, which is cut from 0.10" aluminum plate. I could CNC the round stuff and bigger openings, but the small squares I hand drilled and filed to size (ugh).
A lot of bits and pieces need to be securely attached so I tig'd tabs for 4-40 screws all over the back of the face plate. In the thinner locations the tig welding caused bowing and bending. At first I figured the whole idea was a bust, but ended up putting in a bunch of hammering, tapping, teasing and otherwise bending it all back down flat. Had you seen the mess before I started fixing it, you would have said... can't be done. At least that was my initial impression.
The front was powder coated with chrome and then translucent blue, for a cool candy-blue final look.
The backlight dials get mounted and wiring begins:
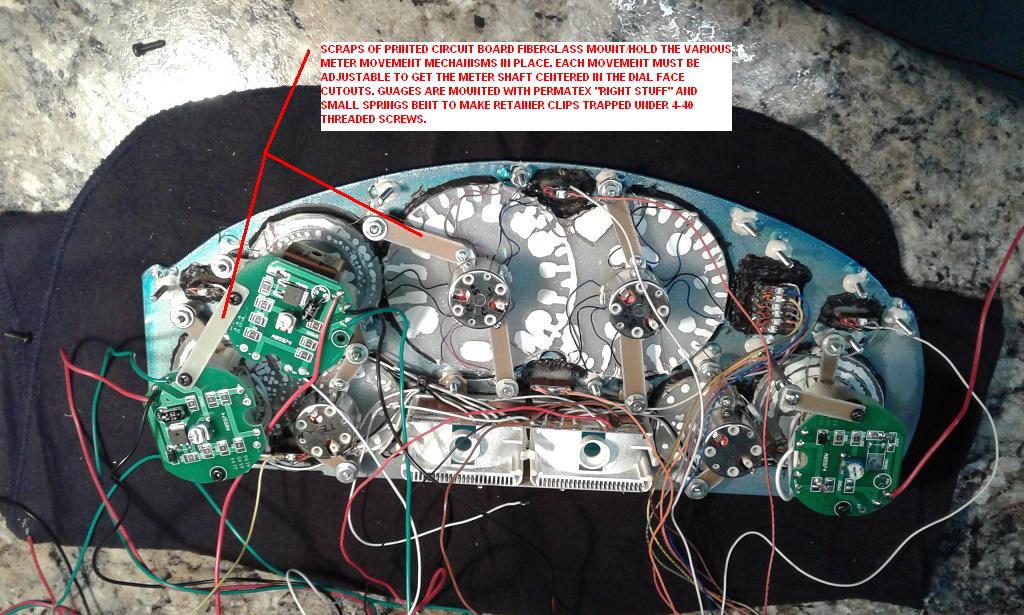
The meter movements are exposed and dust would make them fail. So a fiberglass dust shield was made, along with small tabs to have it screwed down onto the back of the face plate. Rubber foam strips between the shield and the face plate improve the seal. Where the ribbon connectors fit, still needs some seal.
By Murphy's law, of course the dial pointers on the MPH and TACH manage to contact the clear front face plate, so it had to be shimmed out a bit with more foam and some 4-40 screws.
The guages were all generally shrunk in diameter a bit (MPH and TACH a lot), in order to make room in the nest for all of them. Not enough room in there for all those dials in their original diameters. That was one reason all this happened - it wouldn't fit in the Impreza's real-estate with three more (JDM low cost) guages.
Calibration? While the original Legacy panel was still virgin, I setup test signal inputs and determined what needed to be sent to each guage to set a specific dial pointer's position. Since all the pointers had to be pulled off the guages to build this, that was essential to getting things back to known states at the end. The last step prior to putting the face shield on was to wire up the signals and then press the dials onto their shafts at the correct locations.
Unseen is tiny black paper rings bonded just under the centers of each dial to prevent the white light for each dial's backlighting from spilling around and spoiling the panel's nice appearance.
Resuming working on my carbon fiber intake manifold now.
Basically you built your own cluster?? THIS IS AMAZING!!!!!!!! And that blue is awesome. I like blue... as you probably know lolll
But... 120mph?
Frank
818 chassis #181 powered by a '93 VW VR6 Turbo GT3582R Go-karted Aug 5, 2016 - Then May 19+21, 2017
Tracked May 27/July 26, 2017 Build time before being driveable on Sep 27, 2019: over 6000h Build Completed Winter 2021
I'm often impressed by what guys on this forum can do but this is WAY beyond impressive . . . awesome work!
818S/C : Chassis #25 with 06 WRX 2.5 turbo, ABS, cruise, PS, A/C, Apple CarPlay, rear camera, power windows & locks, leather & other complexities. Sold 10/19 with 5,800 miles.
Mk3 Roadster #6228 4.6L, T45, IRS, PS, PB, ABS, Cruise, Koni's, 17" Halibrands, red w/ silver - 9K miles then sold @ Barrett-Jackson Jan 2011 (got back cash spent).
Some time back on 'How It's Made - Dream Cars' they showed the Falcon F7 build. A good part of that show detailed the CF intake being built by the company Performance Design. It's not likely they'll be selling an intake kit for the H6 motor any time soon, and if they did it would likely be in the neighborhood of $10K, just like the ones they build for the LS7, etc. But after watching that and then looking at the Performance Design's WEB pix, I just had to give it a go.
I know now to a small degree why they get that kind of money. This project has been a long haul and has by itself added probably 6 months to my build time. I'm almost afraid to tally the materials alone but it is somewhere North of probably $700 so far. It is made of high-temp versions of everything possible, and keeps all the emissions components to boot.
I finally bolted this thing to the motor (there are a few bits to be completed) so I finally have enough pictures to show decent progress. In a couple weeks I plan to post the build sequence from scratch (a how-to like some of my above posts). I don't have the test capabilities or background in air-flow, etc., to design lots of iterations and tests, but I have taken advantage of WEB resources to study engineering reports, papers and so on, to at least have excuses for what I put together. I'm pretty sure it will pass air into the cylinders, although I doubt I can compete with Subaru engineers for performance, but at least it looks different.
Reasons - the usual - something different to try to make. Cut the 37# factory intake down to 7# to help offset the penalty of a heavier 3.0 motor. Something to look at through the Coupe's rear glass.
The tubes-flanges got bonded permanently after this photo...
If you're not familiar with the '01-03' intake, it has a variable intake induction valve which changes the airbox geometry at mid-rpm to improve both low and high RPM torque. The factory computer changes the geometry using a vane that splits or opens a space between the left and right intake airbox sections. The computer also changes the fueling at this changeover point. The engine will have a slight stutter if the airbox changeover doesn't happen, but the fueling change does. So I designed a -somewhat- similar splitter vane to emulate the factory function. Will it work? Check out the 2015 Porsche 911 variable intake design - not really the same as it has more vanes, but ballpark concept. There is a lot to building this including some details so it doesn't vibrate into trash with intake pulses, I'll get into my efforts on that in the later post.
I even tried out some aluminum casting of the flange parts to reduce milling demands. The rough cast parts came out with more defects than I could work around, so in the end I machined the parts from bar stock, but I learned a lot and might give this a go for something else. It was an education to say the least. It didn't help to do this on one of the hottest days in July this year...
I'm very curious how all of this was made, it looks amazing! I have some pre-preg carbon fiber that I haven't put to use yet. How did you mold and create the carbon pieces?
I put together a rig to melt some aluminum cans with my kids. Gets too hot for just about everything I could scrounge/find made of steel. Too cheap/stupid to spring for the ceramic crucible. I used the bottom of a gas cylinder, and I melted a hole through it. Couldn't figure out why the thing wasn't filling up. Now I have aluminum all over the bottom of it. I did manage to cast a lego before that happened, lol. Maybe one day I'll heat it up and clean it out, but I don't think I have any good reasons to cast aluminum, so until I do - it isn't worth the trouble to me.
I'm going to post the build in some installments. First up the cf tubes. But re: comments -
Casting aluminum - I made a steel can from some pipe and a bottom plate welded to it. Gets mild red hot when the aluminum melts (~1200-1300 F). You would have to get well above that temp to melt the steel can. Have to be patient and keep the can at mild red, waiting for the aluminum to take heat and melt, and it takes quite a while. I dug a 2-1/2' deep hole in my sandy yard, with a second air hole angled in to the bottom and setup a house fan to blow down that second hole. Threw in some firewood scraps and had a furnace. But sand casting is all over the WEB to learn from.
I don't expect to gain HP but that would be a bonus if it happened. Probably lose some if anything. But looks win this time as you note, Mitch. And hey, I drop about 30# so that is next best thing to HP. I could lose at least 25# myself for that matter.
The airbox and tubes were first rough-mocked up using blue construction foam and a hot wire. Stuff I use now and then to make wings for model airplanes, so I'm used to it. I was looking for overall height and clearance to the alternator. I changed to a Geo Prism alternator, lower amperage, but it gave me a lot more room up front. I wanted to lower the whole manifold strictly for looks at first, then later for runner length as well.
Initially I wanted a pair of airboxes, one to each bank, just like the "big boys" do for those LS engines. But the stock ECU does that induction valve thing and while the story gets complicated, suffice to say it pushed me back to using one box after all.
The airbox and runner volumes/lengths I determined after studying various WEB materials on these subjects. Then with the height and width of the airbox decided and mocked, I was able to fix the length and shape of the tubes. For runner length I looked at a lot of tech data and at least a couple calculators on WEB sites, and decided the calculator at - http://www.velocity-of-sound.com/vel...alculator2.htm - was as good as any other, so I used it to decide I had a reasonable length for stock RPM range.
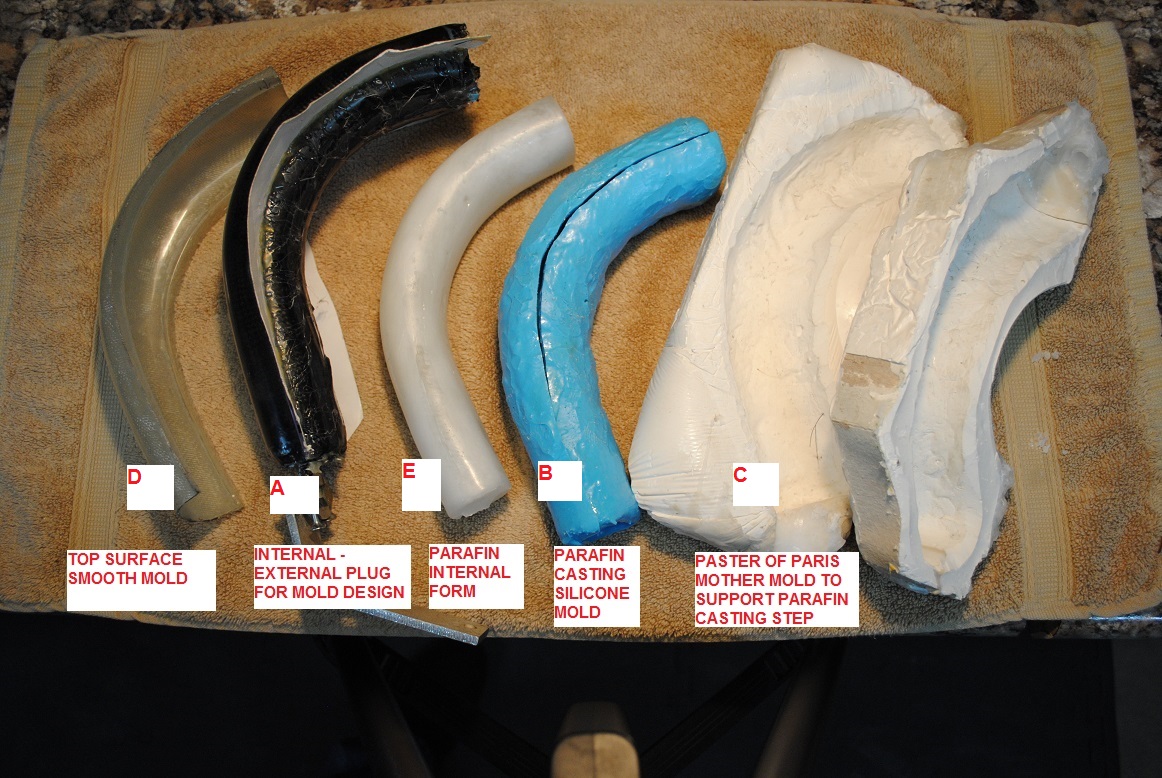
(1) Diameter/shape at the engine intake port determined the internal shape and diameter of the entire tube. I made cardboard oval and tube profile templates to measure and check from and then using drywall patching plaster, sandpaper and body repair putty, worked the shape of the original rough tube into a final internal shape for the tube = tube internal mold plug.
(2) The tube internal mold plug [A] was then painted with some thin coats of paint (heavy paint coats run risk of softening the internal base foam = tube can collapse while being handled).
(3) With a finished plug looking glossy smooth and nice, it was painted with several coats of silicone mold-making putty [B], with cloth scraps embedded in the putty to reinforce the coats.
(4) A "mother mold" of plaster of paris [C] was put over the entire silicone and plug assembly, using food wrap film to split the plaster mold into two halves.
(5) The silicone mold [B] was removed and slit down one side and remove the mold plug.
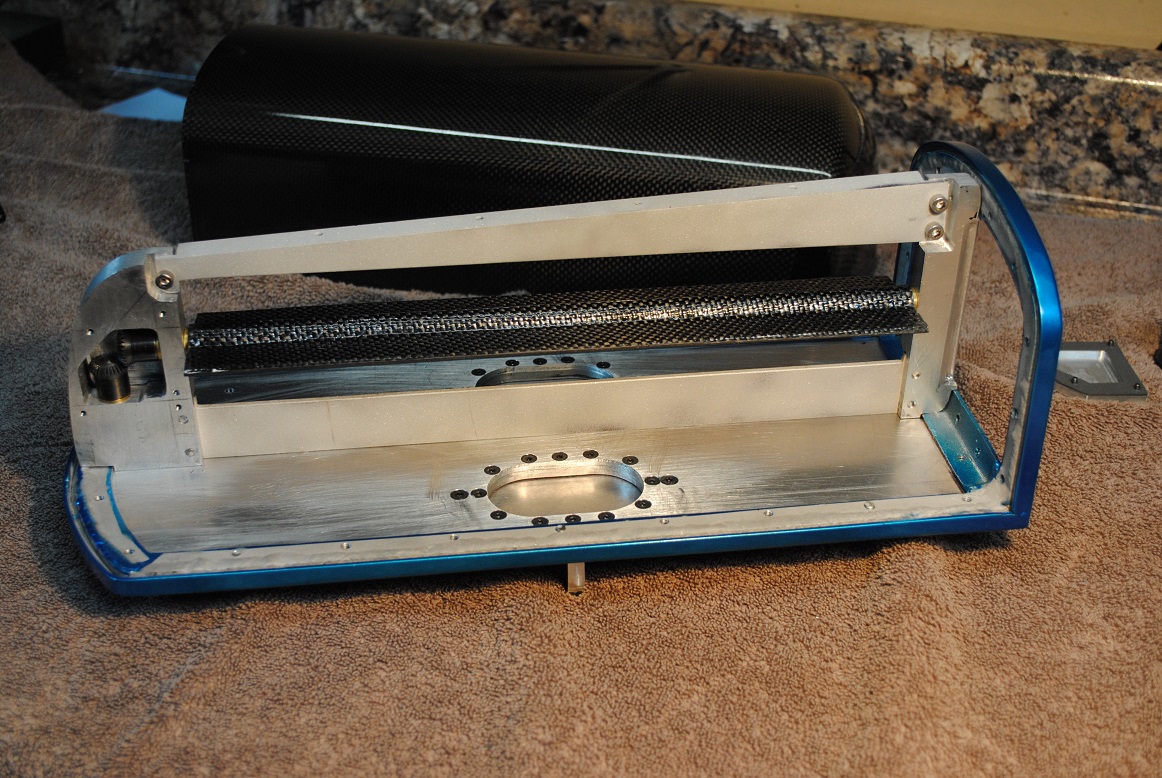
(6) Transforming the internal mold plug to become instead the outer mold plug [A]: The mold plug was wrapped with 8 layers of 3K twill carbon fiber "CF" cloth. Ideally I'd do this with tubes of CF sock material instead of flat cloth, but I had a bunch of cloth already, so I made it work. The layers were put on with resin in order to build the mold plug outside diameter up to what would be the final OD of the tubes. The tube was sanded and painted to get the finished outer surface in preparation to making an outer "finish" mold.
(7) Cardboard "shields" were added to the sides of the outer plug mold [A] to divide the upper and lower halves of the plug.
(8) Using fiberglass cloth and low cost resin, the outer finish "female" mold [D] was made. The bottom side of these finished CF tubes will not be seen when viewing the engine normally, so I did not make a lower half mold, allowing the bottoms of the final CF tubes to simply have the hand shaped carbon fiber cloth. But the top side of the tubes need to be smooth and nicely shaped, so the mold is made to shape the top of the tubes only = somewhat simpler mold build and management of the tube builds later on.
Beautiful carbon work and I see why it took 6 mo with all that mill work and the switching you are doing. Very, very nice.
I don't even count the hours converting a Harbor Freight mini-mill into CNC last winter and spring, specifically so I could do this CF project. But it has been so useful for other stuff too.
Carbon Fiber Intake for my 3.0 - Making the tubes - part 2
With all the molds ready, the silicone mold [B] was encased in the mother mold [C] and then filled with molten paraffin wax. The solidified paraffin wax (which is the tube's internal ID former) [E] was hand wrapped with a length of 3K twill carbon cloth using a twisting action. My wifely partner painted high-temp rated laminating epoxy resin into the cloth during this step.
(the next couple photos are mockups - we didn't shoot while doing the messy stuff)
The length and starting position of this wrapping process has to be tested and worked out so the finish of the wrap is on the bottom area for appearance sake. The CF can be cut with scissors even wet, but it is messy work.
The female outer mold [D] is prepped with several coats of mold release wax in advance, then the wrapped tube is placed in the mold.
The assembly was then placed in a typical vacuum bag with polyester filler cotton, release cloth and so-on, lots of WEB stuff about this step. And setup with a vacuum pump overnight to cure.
My vacuum pump makes a racket, but a wrap of cloth cures it so we can sleep... and it gets HOT!
The cured tube is removed from the mold, the bottom is coarse finish but the top takes the nice finish FFR is sending us in their body panels...
The tubes were baked at low temp in an electric oven rigged to melt and drain the paraffin forms. Next the finished tubes got baked at various increasing temperatures per the resin instructions, to condition the resin for high temp performance. The internal surfaces of the tubes were not perfect smooth, but a sander "ball" run through on flexible shaft quickly polished them nicely.
The original plug was made extra long on each end, so the final tubes come out with some excess end material (and the ends are crummy since I didn't design the mold to make pretty ends). I made a crude jig from wood to use when trimming the tube ends to the desired length and shape for their final size when mounted into the end flanges later. I found that about the best thing to cut the CF ends with no fuss is an oscillating saw.
I also love to watch the "How it's Made Dream Cars" series and was so impressed with the fab/design of the Falcon's LS carbon Fiber upper intake.
I have romantically thought about designing and building my own supercar like the Falcon. You my friend have closed on that notion; from your custom made trick gauges to your carbon fiber intake and integrated blue anodized aluminum and accents. Bravo my friend!!! Love carbon fiber...did a real carbon fiber overlay on my MK4, but I got nothing on your mad skills...
Super, super impressed with your home fabrication skills and ingenuity. Although a Cobra guy, I'm following your thread because it is so interesting and motivating...
Chris
Last edited by cgundermann; 10-08-2018 at 09:34 AM.
Generation 3 Type 65 Daytona Coupe Complete Kit #151885 received May 6, 2022. Gen 3 Coyote, IRS, Tremec TKX, American Powertrain hydraulic throwout bearing & Wilwood brakes.
MK4 Basic Kit #7404, 347 EFI - Pro M Racing ECM, 30# injectors, 70 mm throttle body, 80 mm MAF, Edelbrock Performer aluminum heads & RPM II intake, all new G-Force T5, 3:55 gears, Pro 5.0 shifter, 3-link, carbon fiber dash/custom Speedhut gauges and paint by Da Bat.
I don't even count the hours converting a Harbor Freight mini-mill into CNC last winter and spring, specifically so I could do this CF project. But it has been so useful for other stuff too.
Anything you'd like to share about this? I see a bunch of mentions all over the place about people doing it and how easy it is, but I haven't seen enough about projects people actually complete with them. Might get me motivated to put that on the list after the CNC router, which is only on the list because of my 3d printer (Thanks Redfogo....)
There are some kits out there, but not cheap, they cost more than the mill itself. I bought lead screws, motor drives, interface board, power supply off ebay. Made my own motor mounts and lead screw mounts, limit switch arrangments then stuffed a box with the electronic parts. You don't have to but I also put a game controller on mine which makes for easy moving things around (and easy to mess up). Using LinuxCNC on an old Dell computer, and even that can be fussy - pick the wrong computer (a lot of Dells reportedly won't work for example) and you will have issues with clock timing in the CPU causing stepper motors to miss-step.
I didn't take pictures so that means I can't show you the bottoms of the lead screw mountings into the X & Y slides, but that stuff is really a matter of try-fit and make some aluminum shims.
I will look through the orders for parts I made though and post up what I can without taking the thing apart. I also put about 40 hours into scraping and tweaking the "ways" on the mill to get it smooth - and tight. If you don't put time in doing that you won't have a machine that can do proper work, IMHO.
If you are good at working through problems and designing odds and ends you can convert one without buying a kit, if not, I'd suggest get a kit. It's mechanical, electrical and computer stuff throughout. Snooping WEB info is invaluable.
Oh - and - a working mill is just the beginning of spending $. Milling cutters, milling vise(s), collet style tool holders ("chucks"), center finders, lubricants, measuring instruments, a place where cut chips can go flying, and more. I've had some of it around already because I've had a mini-lathe for years, but it is real easy to "need" one more tool today and another tomorrow, etc., etc. Just like this car kit I guess.
Sounds like I should put that on my list of stuff to do....later!!!! Gathering skill with modeling for the 3d printer will help out a lot, I'm pretty sure, in the meantime. But I also need to spend some time/cash on the 818, the kids, and especially the wife!! If you get bored or just find yourself looking for things to do on the computer instead of the garage, I'm interested in the things you've done with the mill (vs how you got the mill to CNC). You know, first find a reason, THEN build the tool!



 Thanks:
Thanks:  Likes:
Likes: 










 Reply With Quote
Reply With Quote
























 That's a different set of skills. And an electronic circuit builder! Is there anything you don't build?
That's a different set of skills. And an electronic circuit builder! Is there anything you don't build?